Get a Quote
Please send E-MAIL(qxmold@gmail.com) to me, We will reply you as soon as possible!
Cosmetic packaging material mold is a relatively special mold. Requirements for cosmetics packaging bottles and caps are exquisite and beautiful appearance, unique hand and texture, ingenious and meticulous design. Cosmetic cream bottle cap products are the most widely used in cosmetic packaging. Plastic part itself must not have weld marks, bubbles, deformation, color difference, burrs and other injection defects.
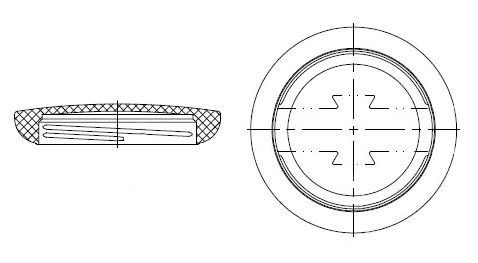
Cosmetic bottle cap is embodied in mold design. First of all, in terms of appearance of plastic part, no small gate marks are allowed on outer surface of plastic part. Gate is generally designed on the back of product or on inner surface of bottle cap, which is covered by a gasket or other parts. Appearance of decorative ribs, LOGO and other specific decorative features must be beautiful. Appearance of etching is uniform, polished surface has no defects such as reflective ripples. Parting surface clamping line segment difference of appearance must be controlled below 0.03mm. Acute angle must be clear, and arc R of corner must be uniform. During injection molding, there should be strict control standards for black spots and other defects in the appearance of plastic parts.
Most cosmetic bottles are round, and some are designed to be deformed based on round shape. Another feature of plastic parts is that they are small in size, and most of them have internal threads. Multi-threaded threads are often used inside cosmetic bottles, which have advantage of fast opening and closing speed, Material selection, in order to pursue texture of plastic parts, sometimes local wall thickness of plastic parts is thicker.
Market demand for cosmetic bottle caps is very large, and production batch is huge. Therefore, mold design is generally a multi-cavity mold. Under current technical conditions, number of cavities can reach from to 36.
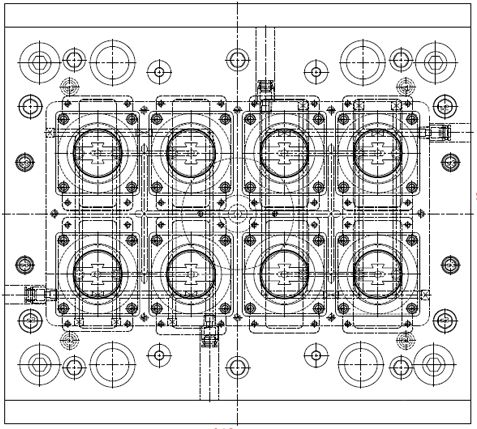
Because mold structure is a fine nozzle three-plate mold, gate is on the top surface of inner side of plastic part, mold structure is a flip-chip mold, mold base is a non-standard mold base P20.
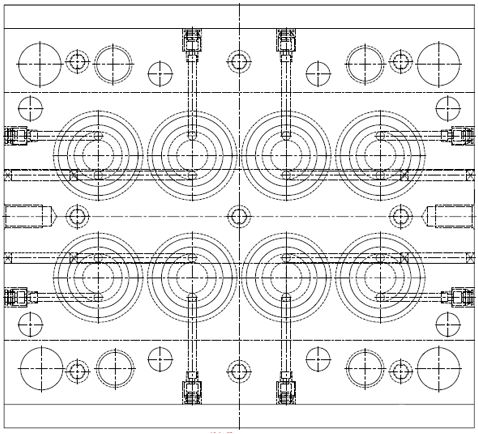
In the first step of opening three-plate mold, runner aggregate must be separated from plastic part. Therefore, when mold is opened for the first time, nozzle plate is separated from upper mold core fixing plate, and nozzle material is pulled off. In second mold opening, nozzle plate peels nozzle material from nozzle. Third parting is that fixed plate of inclined slider is separated from fixed plate of upper mold core, and inclined slider completes double-threaded demolding. Last mold opening is when parting surface is opened and plastic part is taken out.
Another feature of cosmetic bottle cap mold is that plastic part is a small-diameter round product, and cavity is a single round cavity inlay. In order to improve life of mold, cavity material needs to be heat treated to above HRC50. Excessive multi-cavity molds can improve processing accuracy of cavity, so that dimensional tolerance of each cavity is controlled within 0.015 to ensure interchangeability of cavity. Machining accuracy of mold base also needs to be improved, and tolerance of center distance between each cavity is controlled within ±0.015.
Each cavity needs to be designed with a water transport circuit and a high temperature rubber ring is used to ensure that mold does not leak water during injection. Water-carrying circuit of circular insert is generally opened on circumference of insert, and can also be opened on the top of insert to make water-carrying circuit as even as possible.

Professional manufacturer plastic cap molds, QX Mould commit to offer our clients with precise and high quality plastic cap molds.








