Get a Quote
Please send E-MAIL(qxmold@gmail.com) to me, We will reply you as soon as possible!
We offer fast delivery, one-stop service, and free design, so you can quickly obtain PET preform molds and reduce trouble. We understand that you need the highest quality preform molds, so we provide our customers with a fast and simple way to complete their work. We use the most advanced technology to manufacture PET preform molds.
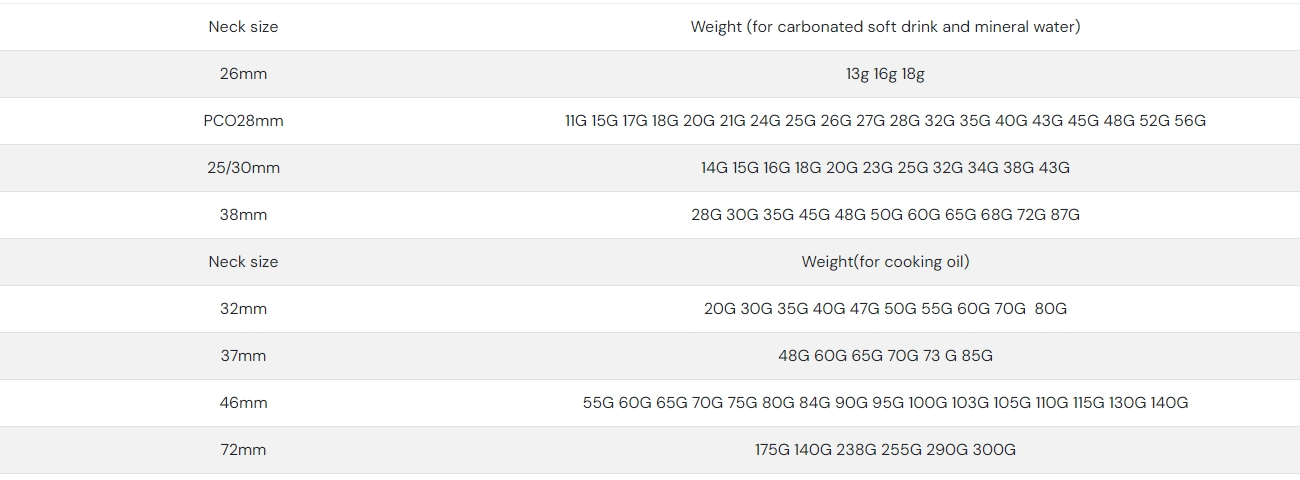
The range of cavity numbers for PET molds is 1 to 96;
Developed with the latest technological advancements, the most advanced bottle blank mold structure ensures the lifespan of the mold.
The lifespan of the mold can be extended to 2.5 million shots.
The global standard screw neck is developed using high-quality nitride steel, while improving its durability and hardness.
S136 or 2316 steel is used for mold stamping and inserts, as well as sliding inserts, its excellent hardness, polishing ability, rust resistance, and precision make it an excellent choice for PET preform mold manufacturing.
Good correction technology can better control the thickness and reduce the possible thickness uneven of the preform during the injection molding process.
We have developed innovative water pipes to reduce leaks and minimize water spots on bottle preforms.
The nozzle pin is connected to a hydraulic cylinder and designed to synchronize with the movement of the PET preform template.
There are multiple advantages to using a sprue liner to directly sprue into a single mold cavity. Based solely on the requirements of the parts, the size of the PET mold frame will be determined by the smallest press. By using a cold runner liner to create a runner, it must be removed. If there are concerns about the appearance or maximum height of the runner residue, it is often necessary to remove the remaining traces through secondary operations. Hot runner liners are commonly used to prevent this situation from occurring, but they often leave unacceptable marks, reduce operating windows, and generate internal component stress (warping).
By using valve gate system, unacceptable marks will not be formed, maintaining a good operating window, and providing minimal stress for PET preforms. Valve gate systems typically require larger molds for their operating, both in terms of mold footprint and height, as they must use hot runners to deflect the operating mechanism from the centerline of the mold and install manifolds and their mechanisms in the operating mold. Most suitable systems will achieve this without increasing the footprint of the PET mold, and typically will not affect the height of the mold, as the valve gate is located on the centerline of the mold and does not require external operation.
Hot runner molds are used to manufacture PET preforms. Sometimes insulation is placed between the hot runner mold and the injection molding machine. The preform is about 12 millimeters thick, and the insulator must withstand high voltage. The depth of the breathable groove shall not exceed 0.03mm; Otherwise, it is easy to experience flashing.
Specially designed water-cooled channel settings have shortened the overall cycle time. Each specific waterway undergoes special treatment to minimize the possibility of blockage.
The PET preform mold adopts valve type hot runner system, which can effectively reduce processing time, reduce part wear, lower gate maintenance costs, and reduce power consumption.
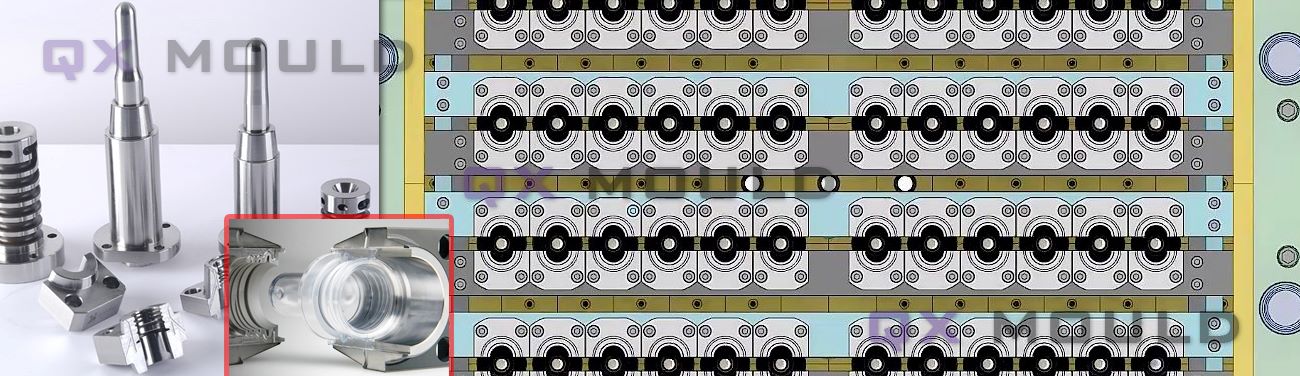
Each cavity of the PET preform mold is self-locking independently, which can ensure the concentricity of the mold.
With Over 12 Years Manufacture Experience of PET Preform Moulds








Follow Up Production Schedule and Promote On-time Delivery


We accept your 2D drawings, 3D drawing or samples. After analysis, start designing and providing mould drawing.

During the production stage, we will send you regular updates of process status and process photos.


After the mold installation is completed, mold trial, and send you samples, if there is any problem, it will be adjusted.


When the right result will be reached, mold will be shipped. and provide after-sales service.
Preform mould is a type of mold used in the manufacturing of plastic containers, such as bottles. It is designed to shape molten plastic material into a specific form, which is then used as a precursor for the final product. Preform molds are commonly used in the production of PET (polyethylene terephthalate) bottles, where the preform is heated and stretched to form the final bottle shape. These molds are an essential part of the plastic bottle manufacturing process.
Wall Thickness: The wall thickness of the preform must be uniform to ensure consistent quality and minimize defects during the blow molding process.
Gate Design: The gate is the entry point for the molten plastic into the mold cavity. Proper gate design is critical for ensuring minimal waste, smooth filling, and easy removal of the preform.
Cooling System: An efficient cooling system is essential to regulate the cooling process and maintain a consistent cycle time.
Ejection Mechanism: The ejection system must be designed to gently remove the preform from the mold without causing any damage.
The PET injection molding temperature is about the melting temperature mostly. It is set with the injection molding machine nozzle temperature or by the main runner temperature of the PET preform mold. The temperature range is normally from 270 to 295℃, and the enhanced GF-PET can be set at 290-315℃.
PET is the result of two monomers combining. PETG may involve these same monomers, but also includes glycol, giving it different chemical properties than PET. PETG is less brittle and more pliable than its PET counterpart, making it ideal for bottles.
Normally, we prefer to have a high injection speed to prevent premature solidification during the injection process. But it will cause too big molecular stress and the preform will be whitened and getting fragile if the injection speed is too fast. Just make sure the injection time within 4 seconds should be good.
Since PET has a short stable time around the melting point and high melting point, it is necessary to choose an injection molding system with more temperature control sections and less self-friction heat generation during plasticization, and the actual weight of the product (including PET preforms` tails) cannot be less than the machine injection 2/3 of the amount.
The eccentricity of the gate hole and uneven cooling will lead to the bending of the bottle embryo after demoulding. Solution: When this happens, some measures need to be taken. When the sprue hole is eccentric, the mold can be corrected. In addition, reducing the holding pressure, increasing the injection rate, extending the cooling, cleaning the waterway, and increasing the cooling water pressure can solve the bending phenomenon.
